What is Eva Material and How is it Used in Manufacturing?
Eva Material has gained significant traction in the manufacturing industry due to its versatility. According to a report by Markets and Markets, the global EVA market was valued at USD 11.6 billion in 2020 and is projected to reach USD 17.3 billion by 2026, showcasing its increasing demand. This material is renowned for its excellent elasticity, transparency, and resistance to UV radiation, making it ideal for various applications, from footwear to packaging.
Dr. Emily Chen, a leading expert in polymer materials, emphasizes the significance of Eva Material. She states, "EVA’s unique properties allow manufacturers to innovate and enhance product performance effectively." This insight underscores the material's role in driving technological advancements in manufacturing.
However, like any material, Eva has limitations. Its thermal stability can be a concern under extreme conditions. Manufacturers must address this challenge to maximize its potential. As the industry evolves, the need for sustainable solutions is paramount. The ongoing research into biodegradable alternatives is a step towards ensuring Eva Material remains relevant in a changing market landscape.

What is EVA Material?
EVA material, or ethylene-vinyl acetate, is a versatile polymer known for its flexibility and durability. It is created by combining ethylene and vinyl acetate, resulting in a lightweight and impact-resistant product. EVA has a soft yet strong composition, making it an ideal choice for various applications in manufacturing. It can be found in products like footwear, toys, and packaging materials.
One prominent feature of EVA is its ability to maintain clarity and elasticity. This allows manufacturers to create transparent items that remain flexible over time. EVA is also resistant to UV radiation, which helps it last longer in outdoor applications. However, its performance can vary based on the specific formulation used. Fine-tuning the ratio of ethylene to vinyl acetate can affect properties like hardness and temperature resistance.
Tips: When using EVA in manufacturing, always consider the intended application. Testing different formulations can lead to better performance. For example, if you require superior cushioning, adjusting the vinyl acetate content might enhance softness. It is essential to balance flexibility with strength for the best product outcome.
Properties and Characteristics of EVA Material
EVA (ethylene-vinyl acetate) is a versatile polymer widely used in various manufacturing sectors. Its unique properties stem from its copolymer structure, combining the resilience of rubber with the durability of traditional plastic. This makes EVA a favored material for products like foams, films, and coatings.
One significant characteristic of EVA is its excellent flexibility, even at low temperatures. According to a market research report, the global EVA market was valued at approximately $8 billion in 2022 and is expected to grow at a CAGR of 5.5% between 2023 and 2030. This growth underscores its increasing demand, especially in packaging and automotive applications. EVA's resistance to UV radiation also enhances its durability in outdoor products.
While EVA offers various advantages, such as low density and superior transparency, it is not without shortcomings. For instance, its recyclability poses challenges, leading to environmental concerns. Furthermore, its performance can be inconsistent when exposed to certain chemicals. Manufacturers must navigate these complexities when choosing EVA for specific applications. The continuous research in improving EVA formulations could address these challenges, providing more sustainable solutions.
Applications of EVA in Manufacturing Industries
EVA, or ethylene-vinyl acetate, is a versatile polymer widely used in various manufacturing industries. Its unique properties, such as flexibility and toughness, make it ideal for numerous applications. In the automotive sector, EVA is often utilized in interior components, providing both durability and comfort. Its lightweight nature contributes to fuel efficiency, which is crucial for modern automobiles.
The packaging industry also leverages EVA for its excellent sealing properties. It enhances product protection while remaining cost-effective. Furthermore, EVA foam is commonly used in sports equipment, offering shock absorption and cushioning. This ensures safety and performance during athletic activities.
However, there are challenges in using EVA. The material can be sensitive to high temperatures, which may limit its application in certain environments. Continuous improvements in manufacturing techniques could address these issues. Thus, while EVA presents numerous benefits, ongoing research is necessary to optimize its use across various sectors.
What is Eva Material and How is it Used in Manufacturing? - Applications of EVA in Manufacturing Industries
| Application |
Industry |
Benefits |
Typical Uses |
| Footwear |
Textile |
Lightweight, flexible and waterproof |
Shoe soles, insoles |
| Packaging |
Consumer Goods |
Durable, moisture-resistant |
Bags, wraps, containers |
| Automotive Parts |
Automotive |
High impact resistance |
Interior components, cushioning |
| Medical Devices |
Healthcare |
Biocompatible, safe for skin contact |
Bandages, prosthetics |
| Sports Equipment |
Sports |
Excellent cushioning and shock absorption |
Padding for helmets, mats |
Advantages of Using EVA Material in Production
EVA (Ethylene Vinyl Acetate) material has become a popular choice in manufacturing due to its unique properties and versatility. One major advantage of using EVA is its excellent impact resistance, making it ideal for applications requiring durability. According to a recent industry report, the global EVA market is projected to grow at a CAGR of over 6% in the next five years, emphasizing its increasing importance in various sectors.
Another significant benefit of EVA is its flexibility and lightweight nature. This allows manufacturers to create complex shapes without compromising on strength. This material is widely used in sectors such as footwear, packaging, and sports equipment. The adaptability of EVA makes it suitable for both consumer and industrial products, enhancing production efficiency.
**Tips:** When selecting EVA for your next project, consider the specific formulations available. Different ratios of ethylene and vinyl acetate can significantly impact performance. Additionally, while EVA is robust, excessive heat exposure can weaken its structure, so storage conditions matter.
Moreover, EVA is noted for being environmentally friendly compared to other plastics, as it is non-toxic and can be recycled. While its advantages are clear, sourcing high-quality EVA is crucial. Not all suppliers provide the same quality, and some may not meet industry standards, which can lead to product failures. Thus, careful selection is essential for ensuring reliability in your manufacturing processes.
Recycling and Environmental Impact of EVA Material
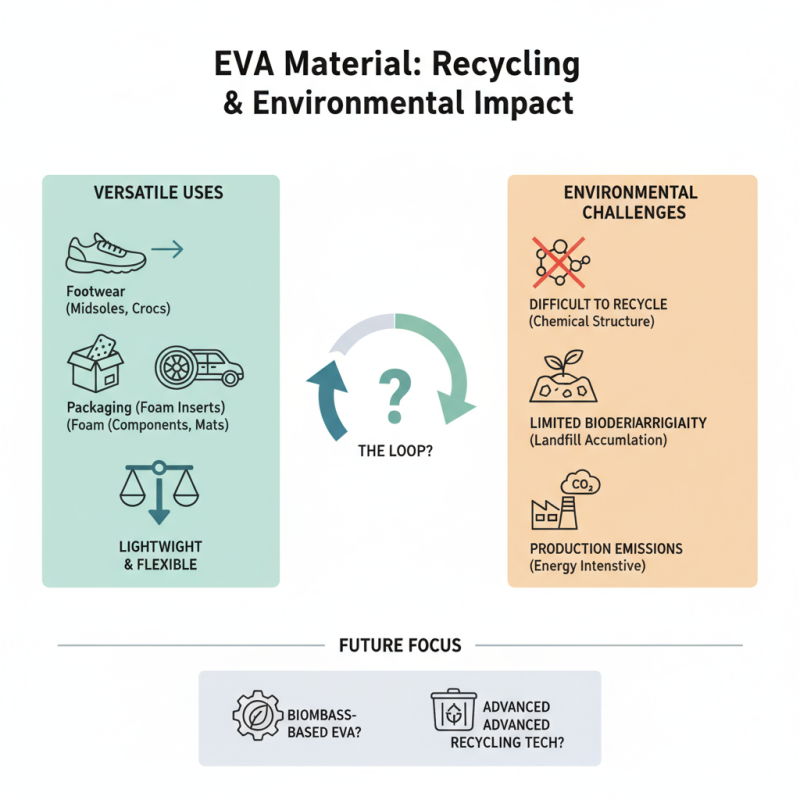
EVA (ethylene-vinyl acetate) is a versatile material widely used in various industries. Its lightweight and flexible nature makes it an ideal choice for products like footwear, packaging, and automotive components. However, its environmental impact raises important concerns. The recycling of EVA material poses challenges due to its chemical structure.
Only a small fraction of EVA products are currently recycled. This inefficiency often leads to increased waste in landfills. The degradation process for EVA is slower compared to other plastics, meaning it persists in the environment. This longevity can pose hazards to wildlife. Additionally, many recycling facilities lack the means to process EVA effectively, creating a barrier to sustainable practices.
The importance of exploring alternatives or improving recycling techniques is evident. Innovative methods to recycle EVA could greatly reduce its environmental footprint. Research into biodegradable alternatives is ongoing, but practical solutions remain elusive. Companies and manufacturers are encouraged to collaborate on eco-friendly initiatives. Their efforts could transform EVA from a waste concern into a sustainable resource, benefiting both the industry and the planet.